
Preserved Egg Packing Line
This automatic preserved egg packaging line is widely used in the food processing industry, especially for producers of century eggs, salted eggs, marinated eggs, and other fragile packaged food products. With its high-speed conveying system and intelligent robotic handling, the line ensures each product is accurately counted, gently transferred, and securely packed without damage, maintaining both product integrity and appearance quality. At the core of the system is an intelligent machine vision counting system that automatically identifies and counts eggs with high precision, reducing human error and improving consistency. The integrated checkweigher module ensures each carton meets target weight standards, while the carton erecting and sealing system provides stable and hygienic secondary packaging. The parallel robotic packing system increases efficiency by handling multiple pick-and-place operations simultaneously, significantly improving throughput compared to manual packing.
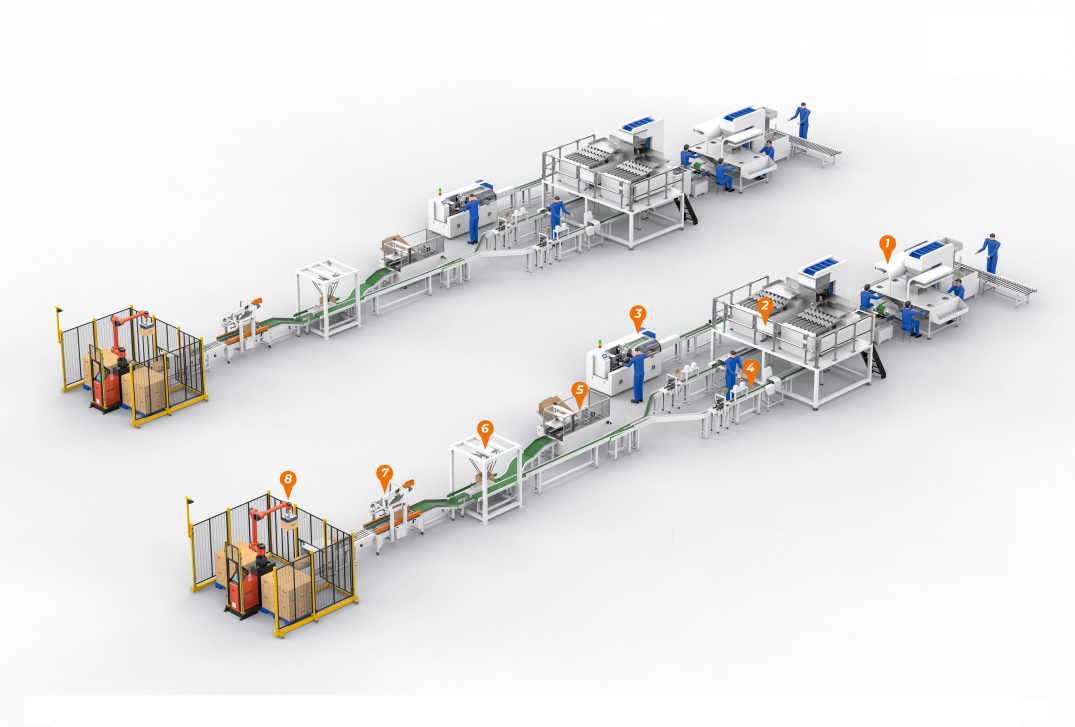
The final stage includes automatic carton sealing and palletizing, allowing products to be directly transferred to warehouse storage or logistics distribution without additional manual handling. This greatly improves production efficiency and supports high-volume industrial food manufacturing environments.
Designed with stainless steel food-grade construction, the entire system meets international HACCP and GMP hygiene standards, ensuring safe, clean, and reliable operation. The modular design allows flexible customization based on factory layout, production capacity, carton size, and packaging requirements, making it suitable for both medium-scale and large-scale food producers.
Whether you are looking for a fully automatic preserved egg packing machine, a robotic food packing line, or a custom turnkey egg packaging solution, this system provides a scalable and future-ready automation platform that helps manufacturers reduce labor costs, improve consistency, and increase overall production output.